

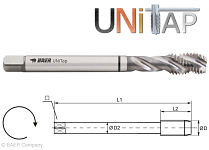
BAER UNiTap HSSE Gewindebohrer 40° RSP - M 16 x 2,0 - DIN 376, 110603013
🔥 TOP SELLER! In den letzten 24h am häufigsten gekauft
👀 SEHR BELIEBT! 25 Personen sehen sich diesen Artikel gerade an
| Hersteller: |
BAER GERMANY
|
| Herstellernummer: | 110603013 |
| EAN: | 4058462016783 |
Sicher & bequem zahlen – Auswahl im Checkout
BAER UNiTap HSSE Gewindebohrer 40° RSP - M 16 x 2,0 - DIN 376, 110603013
Bewährtes Produkt
Internationale Top-Brands vertrauen uns bereits!



Sicheres Einkaufen
- Versandkostenfrei ab 50€
- Schnelle Lieferung
- Ihr persönlicher Käuferschutz
| Hersteller: |
BAER GERMANY
|
| Herstellernummer: | 110603013 |
| EAN: | 4058462016783 |
Fragen zum Artikel
Ihre Frage:
Angaben zur Person:
110603013
 2'' x 11, 130101010")





 1/8'' - 3/4'', BSR1")



